Жаропонижающие средства для детей назначаются педиатром. Но бывают ситуации неотложной помощи при лихорадке, когда ребенку нужно дать лекарство немедленно. Тогда родители берут на себя ответственность и применяют жаропонижающие препараты. Что разрешено давать детям грудного возраста? Чем можно сбить температуру у детей постарше? Какие лекарства самые безопасные?
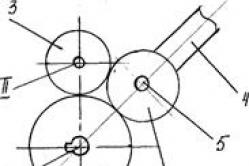
С конусом зубчатых колес и накидной шестерней (конус Нортона).
II накидное колесо Z 0 можно поочередно вводить в зацепление с колесами установленными на валу I .
I - ведущий вал; II - ведомый вал
При перемещении корпуса по валу II накидное колесо Z 0 можно поочередно вводить в зацепление с колесами, установленными на валу I .
I - ведущий вал;
II - ведомый вал

Передача движения с ведущего на ведомый вал осуществляется через зубчатое колесо 2 , вращающееся на пальце 5 рычага 4 , который может
подниматься или опускаться, тем самым колесо 2 либо входит в зацепление с колесом 3 либо расцепляется с ним.
Недостатки:
1. Невысокий КПД, т.к. в работе постоянно участвует промежуточное звено.
2. Более сложная конструкция.
3. Под действием распорной силы, возникающей в зубчатом зацеплении механизм может разомкнуться, поэтому для фиксации рычага требуются дополнительные устройства.
4. Механизм служит для передачи небольших крутящих моментов.
5. Малая жесткость.
Применяется в токарно-винторезных станках. В одном ряду можно расположить до 12 передач.
При К передаче требуется К + 2 колеса.
Гитара - узел станка, предназначенный для изменения скорости подач. Гитары сменных колес дают возможность настраивать подачу с любой степенью точности.

 а, в, с, d
- числа зубьев сменных колес.
а, в, с, d
- числа зубьев сменных колес.
Для правильного подбора сменных колес необходимо выполнить условие сцепляемости.
а + в>с + 22 - должны выполняться
с + d > в + 22 одновременно.
Каждую гитару снабжают определенным комплектом сменных зубчатых колес.
Сменные колеса подбирают различными способами. Самый простои способ разложение на множители.
![]()
Условие сцепляемости выполнено
Гитара - узел станка, предназначенный для изменения скорости подач. Гитары сменных колес дают возможность настраивать подачу с достаточной степенью точности.
а, в, с, d - числа зубьев сменных колес.
Для правильного подбора сменных колес необходимо выполнить условие сцепляемости .
а + в>с + 22 - эти 2 уравнения.должны выполняться
с + d > в + 22
Каждую гитару снабжают определенным комплектом сменных зубчатых колес.
Сменные колеса подбирают различными способами. Самый простои способ - разложение на множители.

Условие сцепляемости выполнено.
2.7.6. Станки токарной группы: токарно-винторезные, карусельные, токарно-револьверные, многорезцевые, токарно-затыловочные станки, автоматы и полуавтоматы одношпиндельные и многошпиндельные. Назначение, компоновка, основные узлы и характерные параметры, движения, индексы.
Предназначены для обработки наружних, внутренних, торцовых по верхностей тел вращения, а также нарезания резьб (метрическая, дюймовая, модульная, питчевая, специальная).
Метрическая резьба - с шагом и основными параметрами резьбы в долях метра .
Дюймовая резьба - все параметры резьбы выражены в дюймах (чаще всего обозна-чается двойным штрихом, ставящимся сразу за числовым значением, например, 3" = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба - шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π).Питчевая резьба - шаг резьбы измеряется в питчах (p"). Для получения числового значения (в дюймах) достаточно число пи (π) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи.
В качестве режущего инструмента применяются всевозможные резцы – для обтачивания, протачивания, нарезания резьбы. Кроме того, для нарезания резьбы – метчики (внутренняя) и плашки (наружная). Для изготовления отверстий – свёрла, зенкеры, развёртки .
Токарные и токарно-винторезные станки Самый распространённый тип токарной группы. Характерными размерами токарных станков является максимальный диаметр обработки над станиной, который колеблется от 100 до 6300 мм и максимальная длина обработки (от 125 до 20 000 мм). Кинематическая структура токарных станков содержит кинематические цепи привода вращения шпинделя и привода продольной и поперечной подачи. Реверсирование шпинделя выполняется электродвигателем, а включение и реверсирование подач – механизмами, расположенными в фартуке. Перемещение поворотных салазок, используемое для точения конусов и пиноли
При токарно-винторезном использовании станка добавляется винторезная формообразующая кинематическая цепь, связывающая вращение шпинделя с продольной подачей от ходового винта. Подача при этом включается разъёмной гайкой М Г. Реверсирование шпинделя вместе с винторезной цепью в этом случае в большинстве станков передаётся от электродвигателя специальному реверсивному механизму с фрикционными муфтами, т.к. при нарезании резьбы реверсирование требуется частое.
 Пример обозначения токарного станка:
Пример обозначения токарного станка:
Токарные автоматы, п/автоматы. Станки токарной группы, работающие в автоматическом и полуавтоматическом режимах, предназначаются для обработки разнообразных поверхностей тел вращения из штучных или прутковых заготовок. Здесь широко используются высокоэффективные технологические способы обработки элементарных поверхностей: обработка широкими резцами с поперечной подачей, обтачивание фасонными резцами наружных и внутренних поверхностей, применение резьбонарезных головок и т. д. Одношпиндельные автоматы и полуавтоматы относят к первому типу, а многошпиндельные - ко второму типу станков первой (токарной) группы, что находит отражение в обозначении моделей этих станков: 1112, 1Б125, 1Д118, ПОЗА, 1Ш6П, 1А225-6, 1К282, 1А240П-8, 1265М-8, 1283 и т. п. При изготовлении любых одинаковых деталей на данном станках должен быть выделен так называемый рабочий цикл, т. е. периодическая повторяемость отдельных действий и движений. За время рабочего цикла автомат или полуавтомат обрабатывает одну деталь.

Токарный многошпиндельный автомат
Токарно-револьверные. Они предназначены для токарной обработки в серийном производстве деталей сложной конфигурации различными инструментами, большая часть которых закреплена в револьверной головке. Токарно-револьверные станки делятся на прутковые и патронные. На этих станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, свёрл, развёрток, метчиков и т.д. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Ходовой винт револьверным станкам не требуется, т.к. резьба на них нарезается только метчиками или плашками. В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относятся, и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
ГИТАРА СТАНКА
Узел кинематич. настройки металлореж. станка, состоящий из сменных зубчатых колёс. Гитары, как правило, содержат одну, две или три пары колёс и используются для изменения частоты вращения шпинделя или подачи (см. рис.).
Большой энциклопедический политехнический словарь . 2004 .
Смотреть что такое "ГИТАРА СТАНКА" в других словарях:
ГИТАРА станка, узел металлорежущего станка для уменьшения или увеличения скорости подачи. На валах гитары устанавливают сменные зубчатые колеса, подбор которых расширяет возможности регулирования скоростей движений, создаваемых станком … Энциклопедический словарь
гитара - ы, ж. guitarre f.<, исп. guitarra. 1. муз. Китара. 1719. // Перспектива. Арлекин видя Гитарру, взял оную, и стал на ней играть. Ит. ком. 347. Вечерком одна с гитарой Пела, сидя под окном. Мур. Ст. 197. Какие чувствия вливаешь, Гитара! в душу… … Исторический словарь галлицизмов русского языка
Станка узел металлорежущего станка для уменьшения или увеличения скорости подачи. На валах гитары устанавливают сменные зубчатые колеса, подбор которых расширяет возможности регулирования скоростей движений, создаваемых станком … Большой Энциклопедический словарь
Ы; ж. [исп. guitarra] Струнный щипковый музыкальный инструмент с корпусом резонатором в виде восьмёрки и с длинным грифом (впервые появилась в Испании в 13 в.). Семиструнная, шестиструнная г. Оркестровая г. Электронная г. Петь под гитару.… … Энциклопедический словарь
Dormi amore, la situazione non è buona … Википедия
- (силовая передача) в машиностроении совокупность сборочных единиц и механизмов, соединяющих двигатель (мотор) с ведущими колёсами транспортного средства (автомобиля) или рабочим органом станка, а также системы, обеспечивающие работу… … Википедия
При вычислении передаточного отношения гитары производят деление на логарифмической линейке. Оставив движок неподвижным, передвигают визир и находят риски, совпадающие на движке и линейке.
Пример. i = 0,34
На шкале линейки находим:
Используем второе отношение как наиболее точное:

Метод разложения на множители
Этот метод применим при небольших значениях числителя и знаменателя передаточного отношения.
Суть метода заключается в следующем:
Числитель и знаменатель разлагают на множители и, умножая на следующее число, находят числа зубьев сменных зубчатых колес.
Пример . Имеем: разлагаем дробь на множители.
![]() умножив числитель и знаменатель, например, на 10, получим (общий множитель для каждой дроби может быть любой):
умножив числитель и знаменатель, например, на 10, получим (общий множитель для каждой дроби может быть любой):
![]() ,
,
(такие зубчатые колеса в комплекте станка имеются).
Список литературы
1. Авраамова Т.М., Бушуев В.В., Гиловой Л.Я. и др. Металлорежушие станки. Т.1. – М.: Машиностроение, 2011. – 608с.
2. Авраамова Т.М., Бушуев В.В., Гиловой Л.Я. и др. Металлорежушие станки. Т.2. – М.: Машиностроение, 2011. – 608с.
3. Ачеркан Н.С. Металлорежущие станки. – М.: Машиностроение, 1965, т. 1. – 764 С., т.2. – 628 с.
4. Ковалев Н.М., Переломов Н.Г. Фрезерные станки. – Л.: Машиностроение, 1964. – 110 с.
5. Кучер А.М., Кучер И.М., Ансеров Ю.М. Токарные станки и приспособления. – Л.: Машиностроение, 1969. – 376 с.
6. Кучер А.М., Киватицкий М.М., Покровский А.А. Металлорежущие станки, - Л.: Машиностроение 1972. – 305 с.
7. Металлорежущие станки: Учебник для машиностроительных втузов /Под редакцией В.Э. Пуша. – М.: Машиностроение, 1985. – 256 с.
8. Металлорежущие станки и автоматы: Учебник для машиностроительных втузов /Под ред. А.С. Проникова. – М.: Машиностроение, 1981. – 479 с.
10. Металлорежущие станки. Тепинкичиев В.К., Красниченко Л.В., Тихонов А.А., Колев Н.С. – М.: Машиностроение, 1970. – 464 с.
11. Металлорежущие станки: Учебное пособие для вузов по специальности “Технология машиностроения, металлорежущие станки и инструменты” /Н.С. Колев, Л.В. Красниченко, Н.С. Никулин и др. – М.: Машиностроение, 1980. – 500 с.
12. Назариков С.В. Настройка делительных головок. – Л.: Машиностроение, 1967. – 72 с.
13. Гулячкин К.Н. Лабораторные работы по курсу Металлорежущие станки. – М.: Машиностроение, 1963. – 230 с.
14. Руководство к лабораторным работам по курсу Металлорежущие станки /Под ред. П.Г. Петрухи. – М.: Высш. школа, 1973. – 150 с.
15. ГОСТ 12.4.113-82 ССБТ. Работы учебные лабораторные. Общие требования безопасности. – М.: Издательство стандартов, 1982. – 32с.
16. ГОСТ 12.4.026-76. Цвета сигнальные и знаки безопасности. – М.: Издательство стандартов, 1976. – 36 с.
17. ГОСТ 2.770-68. ЕСКД. Обозначения условные графические в схемах. – М.: ИПК Издательство стандартов, 2001. С 64 – 76.
18. ГОСТ 2.701-84. ЕСКД. Правила выполнения схем. – М.: Государственный комитет СССР по стандартам, 1987. – 136 с.
Устройство двухпарной гитары сменных колес.
Оси 1 и 2 имеют постоянное положение. Промежуточные колеса b и с закреплены на поворотном рычаге. Радиальный и дуговой пазы которого позволяют устанавливать зубчатые колеса с различными числами зубьев i = a/b∙c/d
К металлорежущему станку обычно дают наборы сменных колес. Наборы бывают пятковые (кратные 5) и четные (кратные 4).
Первый способ подбора заключается в приведении передаточного отношения к простой дроби. Затем числитель и знаменатель раскладывают на простые сомножители и умножают на постоянные числа, чтобы в итоге соответствовало числам зубчатых колес в наборе
1 = 9/8=3∙3/4∙2 = 3∙(15)/4∙ (15) ∙3∙ (20) / 2∙ (20)
 Условие сцепляемости.
Условие сцепляемости.
![]()
Второй способ – способ непрерывных дробей. Отношение двух целых чисел А и В может быть представлено в виде непрерывной дроби
 .
.
где a 0 , а 1 ,а 2 …а n -1 , a n – частные от деления, полученные следующим образом: сначала А делим на В, получается а 0 , затем В делим на остаток от первого деления и т.д., т.е. предыдущий остаток делится на последующий до тех пор, пока последний остаток не будет равен 0.
Пример: 223/137= А/В.

Третью цифру второй строки получают: первую цифру первой умножают на 2 цифру второй строки и прибавляют первую цифру второй. Четвертую цифру второй строки получают, умножая вторую цифру первой строки на третью цифру второй строки и прибавляют вторую цифру второй строки.
Гитары сменных колес подбирают с различной степенью точности.
Токарные патроны
По количеству кулачков патроны делятся на двух-, трех-, четырехкулачковые. Двух- и трехкулачковые патроны – самоцентрующиеся, четырехкулачковые патроны – обычно выполняются с независимым перемещением кулачков и реже – самоцентрующимися.
Принадлежности и приспособления к токарным станкам
Весьма распространенным способом обработки деталей на токарных станках является обработка в центрах. На заготовку, устанавливаемую в центрах станка, надевается хомутик, который упирается в поводок планшайбы. Планшайба вращается со шпинделем станка и через хомутик вращает деталь.
Конструкции наиболее распространенных центров приведены на рисунке.




2) средний центр применяется при подрезке торцов, когда центр не должен мешать выходу резца;
3) центр с шариком применяется, когда необходимо обтачивать конус и смещать ось детали с оси станка;
4) обратный конус – при обработке малого диаметра и негде делать центровое отверстие. Делают просто конусную фаску.
Хомутики
Служат для сообщения вращения детали, установленной в центрах.
Хомутики бывают с прямым и изогнутым концом, который входит в паз поводкового патрона. Хомутики делаются с одним винтом и двумя (при больших усилиях резания) имеются самозажимные хомутики.
Поводковые патроны – это диск с 4-мя пазами и резьбовым отверстием для навинчивания на конец шпинделя.
Подвижные и неподвижные люнеты
Люнеты применяются в качестве дополнительных опор при обработке нежестких валов. Используются универсальные неподвижные или подвижные люнеты с раздвижными кулачками и специальные, предназначенные для обработки определенных деталей.
Методы обработки конических поверхностей